|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 【详情说明】 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
新型天然气气烧石灰 智能化生产线(250吨∕日)设计说明
F200型智能化煤粉喷烧石灰窑 该石灰窑从上至下设置为:预热带、煅烧带、保温带、冷却带(较传统石灰窑增设了一个保温带)。 预热带:预热带的作用是利用煅烧出来的高温烟气,将后续要进入煅烧带的石灰石进行提前预热,①可以使热能得到充分利用、降低生产成本 ②可以加快窑炉的生产节凑、提高窑炉的产量(利用率)。 煅烧带:煅烧带设置三层环形炉膛、设置三层周边烧嘴(燃烧器),炉壁设计成波浪型、结合窑内中心物料比周边下降快,使得窑内物料在窑内翻滚混合,也使得石灰煅烧的均匀度增加 在煅烧带石灰石吸收热量达到分解温度以上时,二氧化碳从石灰石中分解出来,石灰石块变成石灰。 保温带:保温带的作用是使从煅烧带出来的高温石灰不会因冷却风穿过过快降温,①煅烧带出来的高温石灰在保温带继续分解未完全分解的部分碳酸钙、使其分解充分,石灰品质提高(石灰的生、过烧降低,有效钙提高)②节能③产品质量稳定。 由于石灰增设保温带本设计是使石灰出煅烧带后不直接进入冷却带,利用刚从煅烧带出来的高温石灰本身的现有余热使石灰在保温带继续充分分解8.4个小时,从而达到降低石灰的生、过烧率,提高了石灰的品质;同时也充分利用了余热,使得燃料的消耗降低。 减小煅烧带直径,确保高温火焰能穿透窑内物料中心。 单独设立冷却区,使需要冷却的石灰急冷,便于提高石灰的活性度。每小时需要出多少石灰就冷却多少石灰,不需要出的石灰不急于冷却。 7、采用长焰喷射式PWM控制烧嘴,在实现准确控温的同时,还能保证火焰的穿透性,提高炉膛温度均匀性。 8、该石灰窑采用圆盘出灰机四点不间断出灰,使得窑炉出灰时窑内物料下降平衡,消除了出灰偏窑的弊病,提高了窑炉工作的稳定性。 9、高温窑气经旋风除尘器除尘后用于兰碳烘干,达到综合利用节能目的。 10、采用倒锥式布料;窑炉点火调试正常后能长时间保持窑炉不偏火,从而使得窑炉的操作能实现自动化。
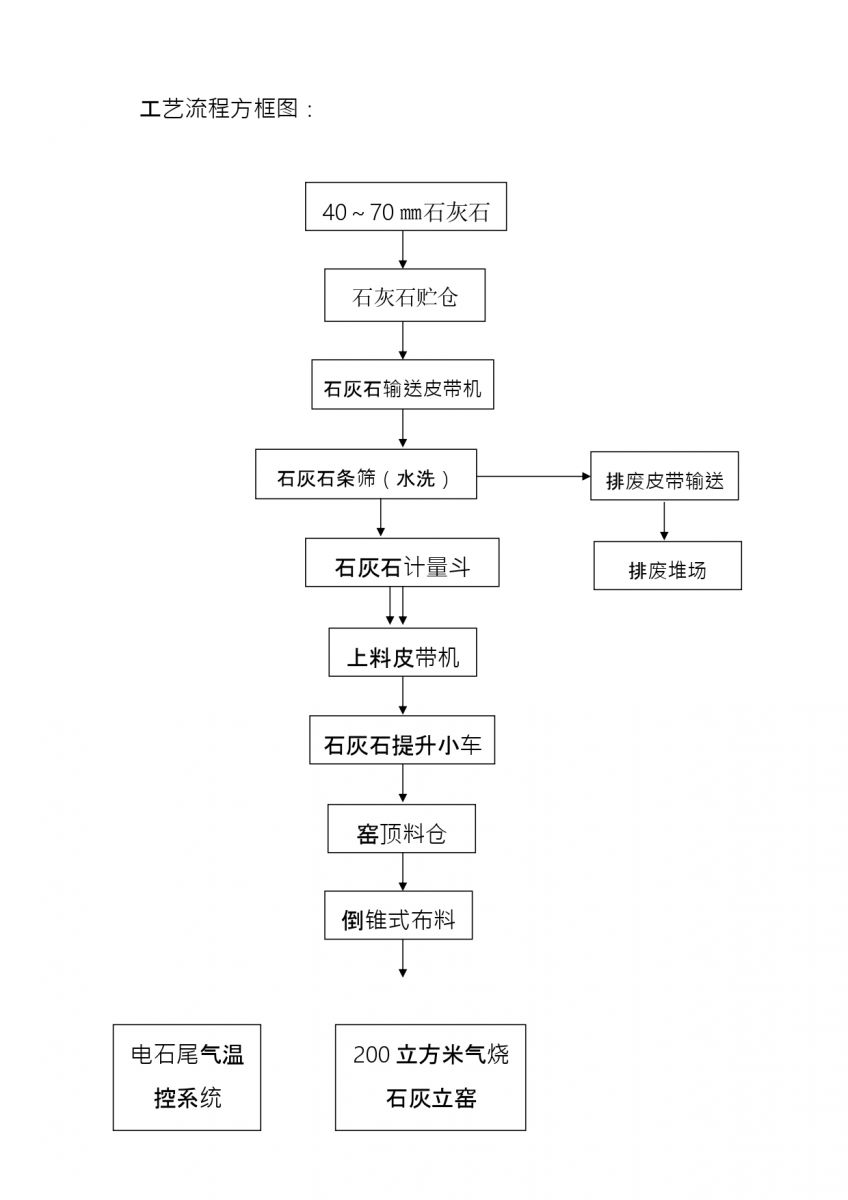
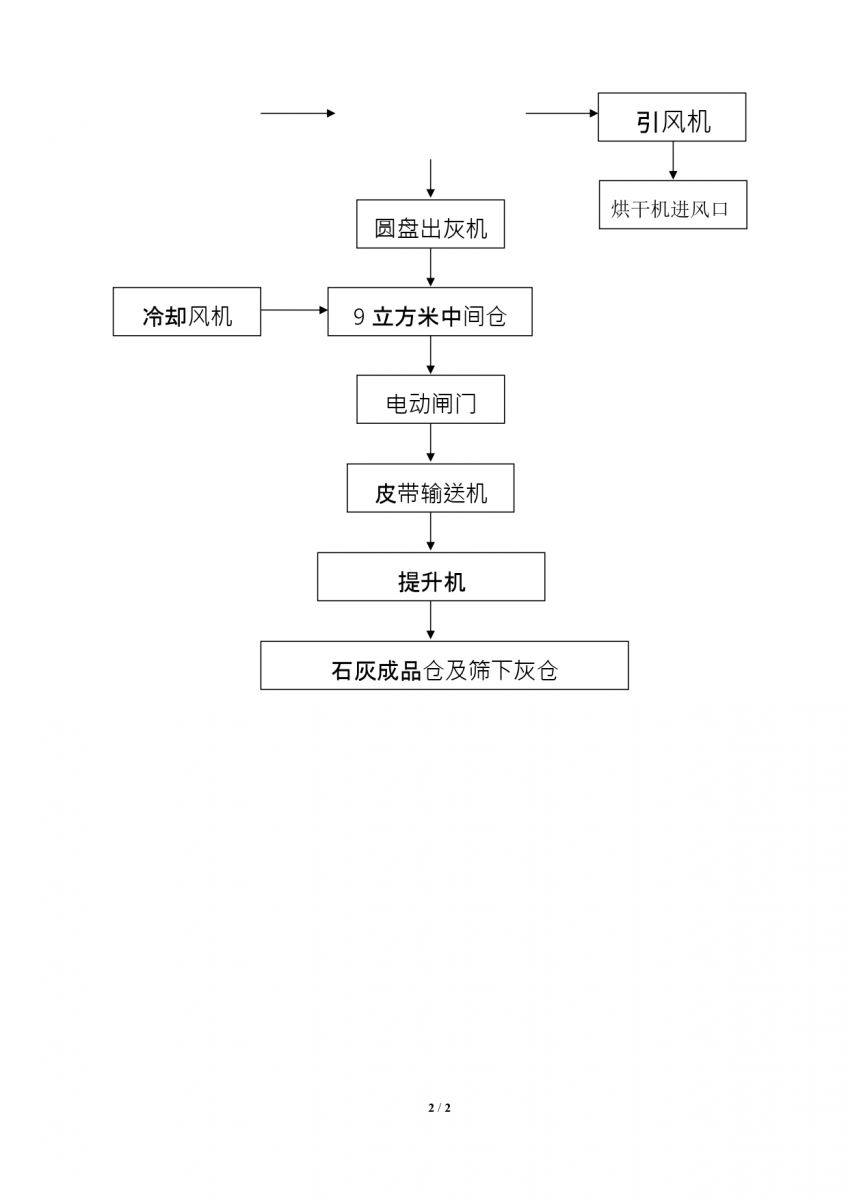
二、主要技术参数 1、单石灰窑容积:200m3 2、日单窑产量:200~250T 3、热 耗:110~115公斤标准煤/吨石灰 4、利用系数:1-1.5 5、石灰活性度:(ml):360~440 6、石灰CaO(%):85-92(视甲方石灰石含钙量) 7、石灰生烧率(%):生烧率小于5%、过烧率<2% 8、石灰石消耗(t/t·灰):1.7 9、电 耗:20度/吨灰 三、窑炉主要参数 1、窑炉总高:34.2米 2、窑壳外径:4.94米 3、窑炉预热带内径:3.63米、容积57立方米 4、窑炉煅烧带内径:3.1米、容积54立方米(每天4个循环) 5、窑炉保温带内径:3.45米、容积70立方米 6、窑炉冷却带容积:14立方米 7、窑炉中间仓容积:9立方米 8、窑炉总容积:204立方米 9、窑壳钢板厚:10毫米 10、配料计量方式:计量斗计量 11、上料方式:斜架小车 12、出灰:圆盘出灰机四点不间断出灰 13、窑气除尘:通过直径770不锈钢管道进入旋风除尘器去除粗尘颗粒、经窑气引风机送入水膜除尘器除尘后合格外排。 四、原料条件 ⑴优质石灰石:40~70㎜或50~80㎜,CaO含量≥53%,干净无泥土,粒度均匀,石质一致、无杂质。 ⑵天然气:天然气发热量为8500~9200千卡/标米³;低位发热量的波动范围<2%;杂质含量符合国家标准。 五、F200型智能化天然气气烧立窑的工艺特及节能措施 1、本石灰生产线采用全自动控制系统操作,石灰窑所有通风机采用变频调速控制,窑气设热电偶监控,为了降低燃料消耗、充分利用尾气余热,适当增加预热带容积利用尾气余热来预热刚入窑的石灰石,从而减少窑气带走的热量,以达到节能的目的。 2、炉壁煅烧带采用一层345毫米厚低蠕变高铝砖(DRL-145),预热带采用一层345毫米厚三级高铝砖(ZL-55)、保温带采用一层345毫米厚二级高铝砖(ZL-65),高温带非工作层采用230毫米厚粘土耐火砖(PN-42)+粘土耐火浇注料,保温层采用一层280毫米厚轻质浇注料,外加30mm厚隔热耐火纤维+3层10毫米厚石棉板四层综合保温体系,大大加强了窑炉的保温效果,通过以上措施能有效地阻止石灰窑煅烧区域的热量流失,从而达到了窑炉的节能效果。 六、提高石灰品质(生、过烧率,活性度)的具体措施 1、本设计窑炉中心无风帽,窑内物料中心比周边下降快,窑炉中心松动好、空隙率高,便于高温火焰穿透,从而使得石灰煅烧均匀。 七、石灰生产工艺流程 该石灰生产线由原料贮仓系统、配料系统、上料系统、窑炉煅烧系统、温度控制系统、出灰系统、储仓、除尘系统及自动化控制组成。
八、配套主要工艺设备
九、石灰窑除尘、防噪系统 1、石灰窑高温烟气经窑罩聚集→直径770毫米引风管→旋风除尘器去除粗颗粒粉尘→抽烟气风机→水膜除尘除尘器,烟气处理量每小时3万立方米。 2、窑下圆盘出灰机、皮带出灰机通廊、提升机房岗位少量灰尘直接通过窑下冷却风机抽走,进入窑内冷却区内,通过引风管送入石灰窑预热带上部。 3、石灰石地仓卸料区域采用喷雾降尘+厂房密封。 4、石灰窑配料噪声采用落点积料法+厂房密封法,来降低、隔离配料噪声。 5、窑面卸料噪声采用落点积料法,来降低卸料噪声。 6、通风风机噪声采用厂房密封,来降低、隔离噪声。 7、其余设备噪声均采用隔离法来降低噪声。 8、环境噪声白昼65分贝,夜间55分贝。 9、石灰窑生产系统无废水排出;场地排水均进入总污水收集池,沉淀后供除尘系统使用,废水不外排。 十、石灰窑配料系统 1. 40~70㎜石灰石通过汽车运到容积160吨石料仓中,仓中的石灰石经振动给料机送入B650×15米大倾角皮带机,再送入单层石料条筛中筛去泥土及小颗粒石料(水洗),合格的石料送入容积1.5m³石灰石电子计量斗中进行计量,达到1.7吨重量后电子秤向微机给出信号,微机接收到信号后马上向石灰石皮带机给出停机指令,振动给料机、皮带机及振动筛立刻停止运转,石灰石计量完成。 2.筛下的泥水及小颗粒石灰石经溜槽送废料池中待处理。 十一、石灰石提升系统 石灰石计量斗中的石灰石也通过皮带给料机送入容积1.5m³提料小车中,小车将石料提升至窑顶并倒入窑顶料仓中,窑顶料仓中的石料通过料位计控制上料系统加料,该料仓与石灰窑相通同时保证窑内料面高度。 十二、燃烧控制系统 燃烧及排烟系统 本系统是电石尾气和助燃空气输送至喷射式烧嘴混合燃烧,加热石料。 本烧嘴燃烧采用自动点火、火焰监测、PWM脉冲调节控制方式。全炉共分为 9 个温度控制段(预热1层,加热 3 (层)段,均热区2(层)段。 燃气管道配置: 燃气总管道:手动球阀、压力检测、流量检测装置和管道组成。 燃气分段管道:由手动切断阀,过滤器,减压稳压阀,高、低压压力开关、安全切断电磁阀和管路等组成。a.烧嘴前管道:手动切断阀、燃气电磁阀、手动调节阀、烧嘴(含点火检测电极)和管路等组成。 手动切断阀在维护检修时使用。 燃气手动调节阀在调试时使用。 b.空气管道配置: 空气管道由助燃风机及进口调压阀、压力开关,烧嘴前空气电磁阀及手动调节阀和管路等组成。 助燃风机:1 台,流量 10000m3/h,全压 10kPa,功率 90kw。 c.点火控制系统配置: 自动点火控制系统由点火变压器,自动点火控制器等组成。 d.排烟系统配置: 排烟系统由窑顶烟气汇集管、引风机等组成。 引风机: 1 台,交流变频调速。 e.温度控制系统配置: 温度控制系统由热电偶、变送器、PLC(或脉冲控制器)等组成。(脉冲控制器功能可通 过 PLC 编程实现)
十三、石灰窑煅烧系统 石灰石进入窑内后,随着石灰窑不断出灰,从窑的预热带(经历6.8小时)进入煅烧带,煅烧带分三层烧嘴加热炉膛,每层八个烧嘴沿圆周均布,上下层烧嘴采取错位布置,石灰石从进入煅烧带到出煅烧带(过程经历6.4小时),要在煅烧带中经过加热、翻滚、分解、保温反复3次以让其充分分解,达到煅烧均匀。 为了万无一失保证石灰的质量,在煅烧带与冷却带中间增设了一个保温均热带,让刚从煅烧带出来的高温石灰,在保温带翻滚相互传热焖8.4小时,以确保少量未分解透的石灰在保温带保温过程中充分分解,以确保石灰完全烧透。 烧好的石灰进入冷却室冷却时,采用大风量急冷以提高石灰的活性度,每小时需要冷却多少就冷却多少。 十四、石灰窑出灰系统 石灰窑出灰采用圆盘出灰机四点不间断出灰方式。出灰量根据生产线工艺规定进行的,即按石灰窑的单产来确定定时定量出灰的。圆盘出灰机定时开动长时间连续出灰(只有往石灰仓出灰时才停机)、达到8.4吨时或达到规定的出灰时间后微机自动发出停止圆盘出灰机指令,圆盘出灰机停止,启动石灰专用提升机、出灰皮带机、开启电动闸门;中间贮灰仓出空后,控制系统马上动作关闭电动闸门、延时停止石灰专用提升机、出灰过程结束。 十五、石灰窑操作控制系统 1、出灰控制 石灰窑操作控制系统,有自动控制和手动控制两种方式。 2、加料控制 每窑根据石灰窑单产来设定每小时加料次数,微机向控制系统发出指令加料,控制系统动作,按照编好的加料、提升程序自动完成,如果自动操作出现故障时,也可变换成半自动人工操作。 3、窑温智能控制 给计算机设定窑炉煅烧带热耦温度波动范围;如果在实际煅烧过程中窑温上升超出设定的上限时,计算机给出指令,控制相应烧嘴的PWM时间,从而保证温度的稳定,从而使实际窑温与设定窑温保持一致,使窑炉煅烧稳定,产品品质稳定。 4、数据归档系统 该窑所在生产数据,及操作过程,将通过工控电脑自动归档,自动生成生产报表等。 十六、 1、本石灰窑炉系统操作简单、每班实际只需2人操作,从安全要求每班需3人操作;对操作人员要求不高,工人劳动强度小,工作环境好;石灰窑炉系统运行成本低,产品质量稳定,工作可靠。 2、本石灰窑结构布局紧凑合理,占地面积小。
|
| 招聘信息 |
| 招石灰窑操作工4名,窑炉煅烧学徒2名,男女不限,年龄40岁以下,农村贫困者优先;操作工也可以免费培训上岗,学徒期间操作工2000元,煅烧3000元,操作工合格后3000元,煅烧工合格后5000保底,所有工种包吃包住 联系电话: 冯总18872762908 13597626481 吴总 |